| JIS規格の定義において拡散接合とは |
「母材を密着させ、母材の融点以下の温度条件で、塑性変形をできるだけ生じない程度に加圧して、接合面間に生じる原子の拡散を利用して接合する方法」
とされています。 |
| |
| 溶接や接着剤との違い |
溶接とは違い、母材を溶かすことなく接合する為、高精度を要求される製品や微細なサイズの部品の製造に適しています。
また、接着剤などを使用しない為、ガスの発生やはみ出し部の洗浄などの問題がありません。 |
| |
| 拡散接合 |
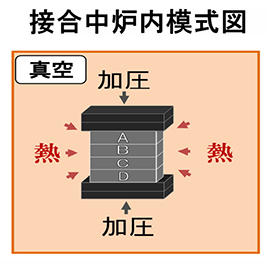
ヤマテックでは、真空ホットプレスを用いて拡散接合を行います。
材料同士を密着させ、熱と圧を掛けることにより拡散を促します。
歪や変形を最小限にする為、材質や形状に合わせ、最適な温度・圧力を設定します。
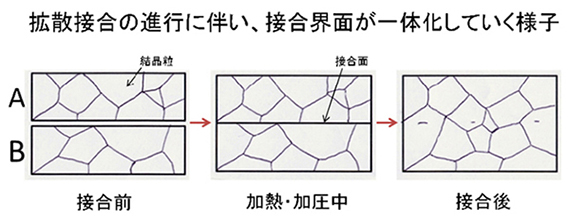
加熱・加圧することで接合面の金属原子が混ざり合い、徐々に空隙が消失していきます。拡散接合は断面観察しても接合界面が判別出来ないほどまで接合します。 |
| |
| 多様な金属への対応 |
ヤマテックではステンレス材【SUS】を中心に
・ニッケル系【Ni】
・銅系【Cu】
・アルミ合金【Al】
・チタン【Ti】
等、様々な金属への拡散接合(熱圧着)に対応。
また、ステンレス+銅など異種材同士の接合も可能です。 |
| |
| 拡散接合のメリット |
・面と面の接合
点や線ではなく、面で接合する為、接合後の加工(タップ・シボリ・曲げ等)において剥がれる心配がありません。
・ミクロン(μm)単位の精密加工が可能
フォトエッチングにより制作された精密部材を、ズレやひずみなく積層し、接合する技術を確立しました。
また、データの蓄積により素材毎に適した条件を設定することで、精度の要求される製品の制作が可能になりました。
・製品(部品)の小型、精密化(様々な大きさ、形状に対応)
ヤマテックでは、様々な製品サイズに対応する為、専用の治具を用意しております。
また他社では難しい大判サイズに対応する為に4軸ホットプレスを導入。
最大1000×1000mmの接合を可能にしました。
・今まででは作れなかった、構造が複雑な部品の製造
金属板を複数積層することにより、切削加工等の金属加工では難しい複雑な形状や流路構造を制作することが可能です。 |